干貨分享���!PVC卷材的“前世今生”/PVC防水卷材施工工藝
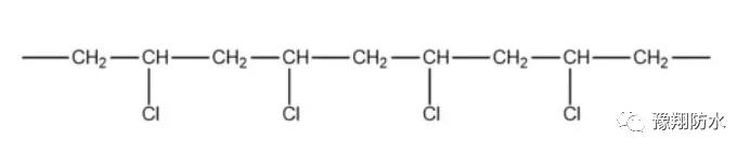
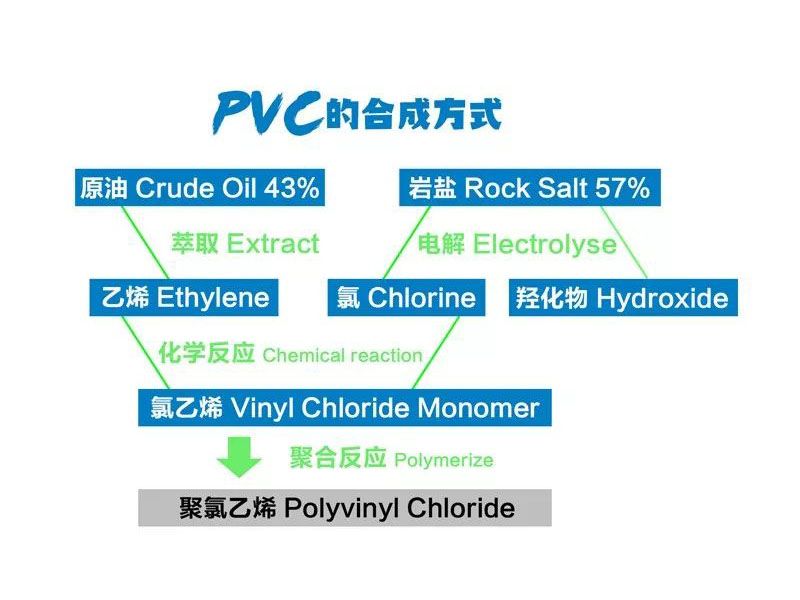
PVC 這三個英文字母頻頻出現在我們的生活中�����。然而許多人并不清楚隱藏在這三個英文字母背后的奧義���。PVC究竟是什么����,它與我們的日常生活究竟有什么聯系呢��?首先讓我們先從定義上了解什么是PVC�。什么是PVC?PVC是世界上產量***大的塑料產品之一��,化工領域指化合物聚氯乙烯���。英文名polyvinyl chlorid���,英文縮寫PVC����。PVC為熱塑性材料�,由于其機械性能�����、化學穩定性�����、耐寒性好以及耐火阻燃等特點��,使PVC成為世界上第二種***常見的塑料制品(僅次于聚乙烯)�,例如在文具���、管材�、門窗結構����、電線外殼�、兒童玩具等都是PVC制品�,PVC更是建筑中運用***為廣泛的塑料制品����。PVC卷材的組成和配方PVC防水卷材主要成分為聚氯乙烯樹脂��,在擠出法生產過程中加入:增塑劑����、安定劑����、鈦白粉��、改性劑等形成了現在的PVC卷材��。PVC樹脂防水卷材加工用PVC樹脂為懸浮法���。根據使用原料的不同��,市場上有兩種樹脂�����。電石法PVC樹脂:原料由煤轉化而來����,雜質相對多��。樹脂的品質沒有乙烯法好�����,成本低����。乙烯法PVC樹脂:純度高�����,原料貴��,成本高���。PVC樹脂中的雜質有可能加速卷材的降解�����。對于要求高的外露型卷材�����,應用乙烯法合成PVC樹脂����。增塑劑嵌入PVC樹脂中間����,起到軟化PVC作用���。其與樹脂的結合為物理結合��。所以增塑劑有可能會從PVC樹脂間跑出去(在外力作用下�。如:夏季高溫)常用的增塑劑有DOP�,DINP��。當然還有作為耐低溫輔助增塑劑的DOA��。三種增塑劑中分子量***好的DINP�,其閃點***高����,***不易揮發���。所以在實際應用中�����,上述三種增塑劑中DINP與PVC混合塑化后是***不易從樹脂中遷移�、揮發的��,即從卷材中滲出�����。安定劑PVC加熱后易降解��,溫度只要超過80攝氏度����,經長時間加熱后��,其首先會分解出HCl����,形成雙鍵�����。隨著分解加速���,雙鍵逐漸增多����,PVC也會越來越黃����。到一定程度后�,PVC鏈斷裂��,顏色也會從黃變黑����,完全分解��。安定劑的作用就是為了防止PVC在熱加工過程中降解����。市售卷材常用的安定劑為鉛鹽類�,其長期熱穩定性好��,還有一定的自潤滑性��。***的缺點是鉛作為重金屬���,對人體有害�����。低溫改性劑常用的丙烯酸類抗沖改性劑����,加入后可提高卷材的耐低溫性能�����。按其應用來分類�����,有外露用和非外露用���。非外露用的在光照后會降解���,所以應選用外露用���。其加入后可以提高卷材的耐用性�。橡膠類的抗沖改性劑�����,其可以提高卷材耐低溫����。因其中含有雙鍵類物質����,光照后會降解�����。所以不能用于外露卷材����。相對于非外露卷材����,外露卷材的配方設計要求較高�����。主要是外露卷材受外界環境的影響大����。配方設計時�����,需考慮紫外線照射���,雨水侵蝕�����,夏季高溫�,冬季低溫等等�。不同種類的助劑有不同的性能�����,所以配方的設計需要綜合考慮�,包括各項指標數據(性能)���,配方價格����,***終得到一種市場接受度好的產品��。那么���,高品質的PVC防水卷材又是怎樣的呢���? PVC防水卷材配方特殊�����,上層PVC樹脂層厚度超過卷材一半���,耐紫外線老化強����,耐雨水萃取強(增塑劑)��,耐高溫揮發強(增塑劑)��。保證了卷材長時間使用不開裂�����、不滲漏�����。除了使用壽命長久優勢之外����,PVC防水卷材更具有良好防火性能����、易安裝�����、便捷的細節處理�����、易操作的維護和修補���、良好的尺寸穩定性���、耐低溫性能�����、靈活的設計方案�、綠色環保��、特殊工藝等優越特點�。(一)大面卷材施工方法:聚氯乙烯防水卷材的大面施工方法有以下幾種:①機械固定法②粘接法③空鋪(壓頂)法�����。①機械固定法:機械固定法是采用專用的固定件���,將卷材固定在基層上的一種施工方法(可分為點式固定及線性固定)�。常用于一些鋼結構屋面�����、輕鋼屋面等��。②粘接法:粘接法不難理解����,施工時在卷材及基面上涂刷膠粘劑��,通過膠粘劑將卷材粘接固定與基面之上����。此施工方法常用于一些混凝土結構層的防水施工���。粘接法可分為滿粘法����,條粘法�、點粘法則是在局部條形��、點狀區域涂刷膠粘劑來進行卷材的粘接施工�;③空鋪(壓頂)法:空鋪法是整體大面不涂刷膠粘劑�,只在施工基面的邊緣一定范圍內進行粘接固定(一般為800mm)�����,上蓋壓鋪材料�,常用于一些混凝土結構屋面等部位����。(二)搭接縫熱風焊接施工方法:以上三種大面施工方法略有不同����,但是在卷材搭接邊的處理方法上卻是統一的:熱風焊接法���。此類焊接方式為非接觸式焊接���,是通過焊接機具加熱吹出的高熱且具有一定風壓強度的熱風�����,將搭接面上下卷材加熱至熔融轉態��,再通過滾輪等工具進行壓實融合�,達到焊接的結果���。 常用的熱風焊接機具包括但不限于:手動熱風焊槍�、自動熱風焊接機等��。 熱風焊接法根據焊縫數量的不同也分為兩類:單縫焊接�����、雙縫焊接�。單縫焊接法常用于一些單層屋面����、建筑物地下等工民建項目的施工���;雙縫焊接法常用于一些隧道�����、人工湖�、垃圾填埋場等市政����、路橋項目的施工����。在GB50108-2008地下工程防水技術規范中��,對于兩種焊接方式的搭接寬度有著不同的規定:單縫焊接需要搭接至少60mm�����,其中實際焊接寬度不低于30mm���;雙縫焊接需要搭接至少80mm���,其中實際焊接寬度為10*2+空腔(寬度10-20mm)��。Tips:檢驗焊縫是否牢靠通常使用鉤針沿著焊縫進行逐一勾扯�����,若鉤針能在焊縫某處刺入焊縫內部�,則表示該處存在著虛焊����、漏焊等情況����,需及時補焊���;檢驗焊縫寬度則采用切條法�,垂直于焊縫進行切條�����,觀察橫切面實際焊接寬度是否達到即可�。(三)常用節點處理方法:①T型搭接縫:T型搭接縫是漏水的關鍵點��,在焊接時有加熱不到位的部位��,會造成虛焊或漏焊��,處理方法將T型搭接棱角用刮刀刮平(國標1.5mm厚材料必須刮平)���,然后再進行實焊�����。②陰陽轉角焊接:實際施工中存在大量的陰陽角等轉角部位��,在此類部位施工時一定注意要將轉折處��、折角處�、裁剪處焊接牢固�����,避免從此類部位產生滲漏���。③管根部位焊接:管根部位由于其平立面交接���、管道需立體裁剪包圍等工序���,也是實際施工應用中需要特別注意的細部節點��。③水落口部位焊接:水落口部位由于長期積水��,且與水落口部件與結構之間存在一定的縫隙����,也是實際施工應用中滲漏頻發的細部節點部位����。